OM200 Salto de Operación
- 7 may 2025
- 3 Min. de lectura
Actualizado: 30 may 2025
Problema
Salto de operación en prensa, durante la generación de barrenos en pieza, generando reclamaciones de cliente con costos por encima de los 30,000 usd

Solución
Colocación de AY001-RL en máquina para detectar la secuencia de trabajo y prevenir el salto de operación, módulo de Tag RFID AY016-RF para asegurar el reset solo por parte de supervisor, Pantalla exterior LCD para el operador con el AY012 para indicar secuencia de prensado.

Flujo

Implementación


BOM

Conexiones Salidas

Conexiones Entradas

Explicación del programa

1.- Iniciamos las librerías necesarias
2.- Definimos el puerto serie 2 del ESP32 como RFID
3.- Definimos los parámetros de la pantalla OLED
4.- Definimos los parámetros de la pantalla LCD
5.- Declaramos las variables

1.- Iniciamos el lcd, el puerto serie a 9600, seteamos los parámetros de comunicación entre el ESP32 y el modulo RFID, al final dejamos activada la salida del puerto serie
2.- Encendemos la luz de fondo del LCD y le asignamos el numero de tag a la variable CardNumber
3.-Mensaje en caso de que la pantalla OLED no se encuentre
4.-Mensaje de bienvenida en la pantalla OLED
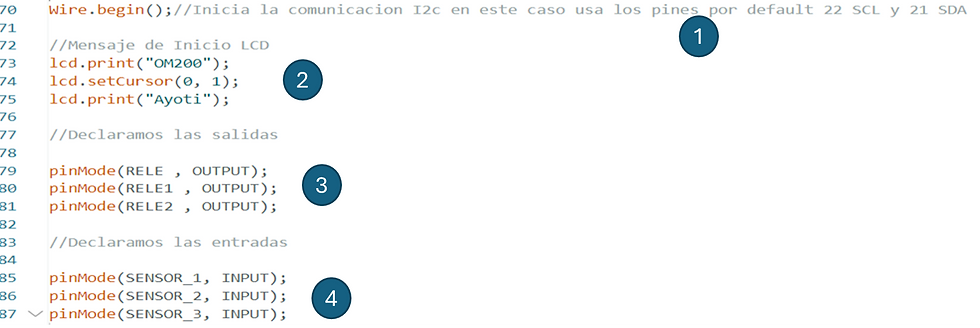
1.- Iniciamos comunicación i2c
2.-Mensaje de bienvenida en el LCD
3.-Declaramos las salidas como salidas (OUTPUT)
4.- Declaramos las entradas como entradas (INPUT)

1.- El ESP32 siempre esta en espera de leer un dato del RFID, cuando existe un dato, lo guarda en la variable c y los va concatenando, una vez que los datos sobrepasan 20 va a la función check() y después regresa text a vacío
2.- Siempre estamos leyendo las entradas, sensor de pieza, sensor de molde arriba y sensor de molde abajo
3.- En esta sección el molde esta arriba por lo que solo ese sensor estará en alto, contador2, sirve para asegurar la secuencia de la maquina, manda mensaje de molde abierto al LCD y contador2 se pone en 1 para saltar a la siguiente secuencia, la función mensaje despliega el estado de los sensores en el OLED

1.- En esta sección el molde sigue arriba esta activado val3 y se coloca la pieza val1, hace un doble chequeo de la condición, si todo esta bien activa RELE1 (Maquina) y RELE2(Pistón) para que el operador pueda dar ciclo a la prensa, de no existir pieza en la operación el operador no podrá dar ciclo, el lcd marca Sensor con pieza, contador2 se va a 2 para asegurar el siguiente ciclo, enclave permite hacer el reset con el tag
2.-En caso de que el operador no coloque correctamente la pieza y el sensor no la detecte, se desactivan RELE1 y RELE2, LCD manda mensaje de Mal colocada y enclave se va a 1 hasta que se haga un reset con el RFID

1.- Si la pieza se coloca correctamente y el operador da ciclo, el molde se cierre y el LCD manda mensaje Molde cerrado, contador2 pasa a 3 para seguir con la secuencia
2.-Una vez terminado el ciclo con el molde abierto y la pieza aun adentro el LCD manda mensaje de retirar pieza, Desactiva maquina (Rele1) y Desactiva el pistón(Rele2) para que el operador pueda retirar la pieza, contador2 se va a 0 para poder repetir el ciclo

1.- En caso de que val4 (Reset), que esta ligado a la activación del tag fuera true, los enclaves regresan a 0 para volver a verificar que la pieza este bien colocada, contador2 regresa a la posición donde se quedo
2.-La función check empieza tomando los primeros 10 datos leidos de RFID substring() y hace una comparación entre la tarjeta dada de alta (CardNumber) y la variable text (Entrada del puerto) usando la función indexOf() si son iguales val4 se hace true y empieza el reset, si no, no hará nada y solo imprime en el puerto serie el mensaje acceso denegado

1.- Esta sección se encarga de enviar el estado de las 3 entradas durante todas las etapas del proceso a la pantalla OLED integrada en el AY001
Resultado

-0 reclamos por faltante de barrenos
-Implementación en otros números de parte con el mismo problema, diferente clientes
-Mejora en la satisfacción del cliente y oportunidad de nuevos negocios



Comentarios